
Prensa
Automática
de Sucata
Prensa hidráulica automática de dupla ação com 150 toneladas de força, alimentação por esteira com funil, para compactação de aparas de extrusão e perfis de alumínio em fardos densos e uniformes.
Visão Geral
Escopo e especificações gerais da prensa
Este projeto detalha a fabricação e montagem de uma prensa hidráulica automática de dupla ação, com capacidade de 150 toneladas, projetada especificamente para a compactação de sucata de alumínio proveniente de processos de extrusão (aparas, retalhos, perfis defeituosos e sucata mista). O equipamento produz fardos compactos e uniformes que facilitam o transporte, armazenamento e posterior refusão.
O sistema é totalmente automatizado, com alimentação por esteira transportadora e funil, ciclo de compactação programável, ejeção automática do fardo e amarração por fio de aço. A operação requer intervenção mínima do operador, aumentando a produtividade e a segurança.
| Parâmetro | Especificação |
|---|---|
| Tipo de Prensa | Horizontal, Dupla Ação (Vertical + Lateral) |
| Força Principal (Vertical) | 150 toneladas (1.470 kN) |
| Força Lateral | 80 toneladas (785 kN) |
| Câmara de Compactação | 1.800 × 900 × 760 mm (C × L × A) |
| Tamanho do Fardo | 500 × 500 × 400–800 mm (ajustável) |
| Peso do Fardo | 80 a 250 kg |
| Ciclo Completo | 25 a 40 segundos |
| Produção Estimada | 8 a 12 fardos/hora (~2 ton/hora) |
| Pressão Hidráulica | 250 bar (25 MPa) |
| Motor Principal | 37 kW (50 HP), trifásico 380V |
| Alimentação | Esteira transportadora com funil automático |
| Peso Total da Máquina | ~18.000 kg |

Estrutura e Dimensionamento
Frame principal e câmara de compactação
Estrutura Principal (Frame)
A estrutura da prensa é construída em aço carbono ASTM A36 de alta resistência, soldada e usinada, projetada para suportar as forças de compactação sem deformação. As colunas principais utilizam perfil caixão de 400×300 mm com chapas de 50 mm, e as travessas são reforçadas com chapas de 60 mm.
| Componente | Dimensões |
|---|---|
| Comprimento Total | 6.500 mm |
| Largura Total | 2.800 mm |
| Altura Total | 3.200 mm |
| Mesa Base | 3.200 × 1.400 × 80 mm |
| Guias Lineares | Barras Ø80 mm retificadas AISI 1045 |
Câmara de Compactação
A câmara é revestida internamente com chapas de aço HARDOX 400 de 20 mm de espessura, garantindo alta resistência ao desgaste. A abertura de alimentação no topo permite a entrada da sucata diretamente do funil.
| Parâmetro | Medida |
|---|---|
| Comprimento Interno | 1.800 mm |
| Largura Interna | 900 mm |
| Altura Interna | 760 mm |
| Volume da Câmara | ~1,23 m³ |
| Revestimento | HARDOX 400, esp. 20 mm |
| Abertura de Alimentação | 900 × 760 mm (topo) |
Sistema Hidráulico
Cilindros, unidade hidráulica e válvulas
Cilindros Hidráulicos
| Cilindro | Bore/Haste | Curso | Força |
|---|---|---|---|
| Principal (Vertical) | Ø300/Ø200 mm | 600 mm | 150 ton |
| Lateral | Ø250/Ø180 mm | 500 mm | 80 ton |
| Ejeção | Ø200/Ø140 mm | 800 mm | 40 ton |
| Tampa/Porta | Ø125/Ø90 mm | 400 mm | 15 ton |
Unidade Hidráulica
| Componente | Especificação |
|---|---|
| Motor Elétrico | 37 kW (50 HP), trifásico, 380V |
| Bomba Principal | Pistões axiais, 100 L/min a 250 bar |
| Bomba Auxiliar | Engrenagens, 30 L/min |
| Reservatório | 1.200 litros, aço carbono |
| Trocador de Calor | Ar-óleo, 30 kW de dissipação |
| Pressão Máxima | 250 bar (25 MPa) |
| Óleo Hidráulico | ISO VG 68, mineral |
Sistema de Alimentação
Esteira transportadora e funil automático

Esteira
| Tipo | Metálica articulada (Hinged Steel Belt) |
| Comprimento | 4.000 mm |
| Largura | 800 mm |
| Motor | 3 kW, trifásico + inversor |
| Velocidade | 0 a 15 m/min (ajustável) |
| Capacidade | ~5 ton/hora |
| Altura | 800 mm (do piso) |
Funil/Tremonha
| Material | Aço ASTM A36, chapa 6 mm |
| Boca Superior | 1.200 × 1.000 mm |
| Boca Inferior | 900 × 760 mm |
| Altura | 1.500 mm |
| Volume | ~1,5 m³ |
| Sensor | Capacitivo (nível) |
Ciclo de Operação
Sequência automática de compactação
Alimentação
A esteira alimenta a sucata no funil. O sensor de nível detecta quando a câmara está cheia e interrompe a esteira.
Compactação Vertical
O cilindro principal desce com 150 toneladas de força. Mantém pressão por 2 segundos (tempo de retenção).
Compactação Lateral
Com o cilindro principal mantendo pressão, o cilindro lateral avança com 80 toneladas, formando o fardo.
Amarração
O sistema automático passa 4 fios de aço ao redor do fardo e realiza a torção/selagem.
Ejeção
A porta lateral abre automaticamente. O cilindro de ejeção empurra o fardo para a mesa de saída.
Retorno
Todos os cilindros retornam à posição inicial. A porta fecha. O ciclo recomeça automaticamente.
Tempo total do ciclo: 25 a 40 segundos
Sistema Elétrico e Automação
Painel, CLP, sensores e segurança
Painel Elétrico
| Gabinete | Aço carbono, IP54, 1.800×800×400 mm |
| CLP | Siemens S7-1200 ou Allen-Bradley |
| IHM | Touchscreen 10" colorida |
| Inversores | 37 kW (bomba) + 3 kW (esteira) |
| Relés de Segurança | Categoria 3 |
Sensores
| Sensor | Tipo | Qtd |
|---|---|---|
| Posição (Cilindros) | Magnetostritivo | 4 |
| Nível (Funil) | Capacitivo | 2 |
| Pressão | Pressostato Eletrônico | 3 |
| Proximidade | Indutivo | 6 |
| Temperatura | PT100 | 2 |
| Velocidade | Encoder Incremental | 1 |
Intertravamentos de Segurança
Compactação não inicia se a porta de ejeção não estiver fechada e travada
Esteira para automaticamente quando a câmara está cheia
Botões de emergência (cogumelo) em 3 posições ao redor da máquina
Cortina de luz na zona de alimentação manual
Cilindro de ejeção só avança com a porta aberta
Monitoramento contínuo da temperatura e nível do óleo
Alarme sonoro e visual antes do início de cada ciclo
Desenhos Técnicos
Vistas, cortes e diagramas detalhados
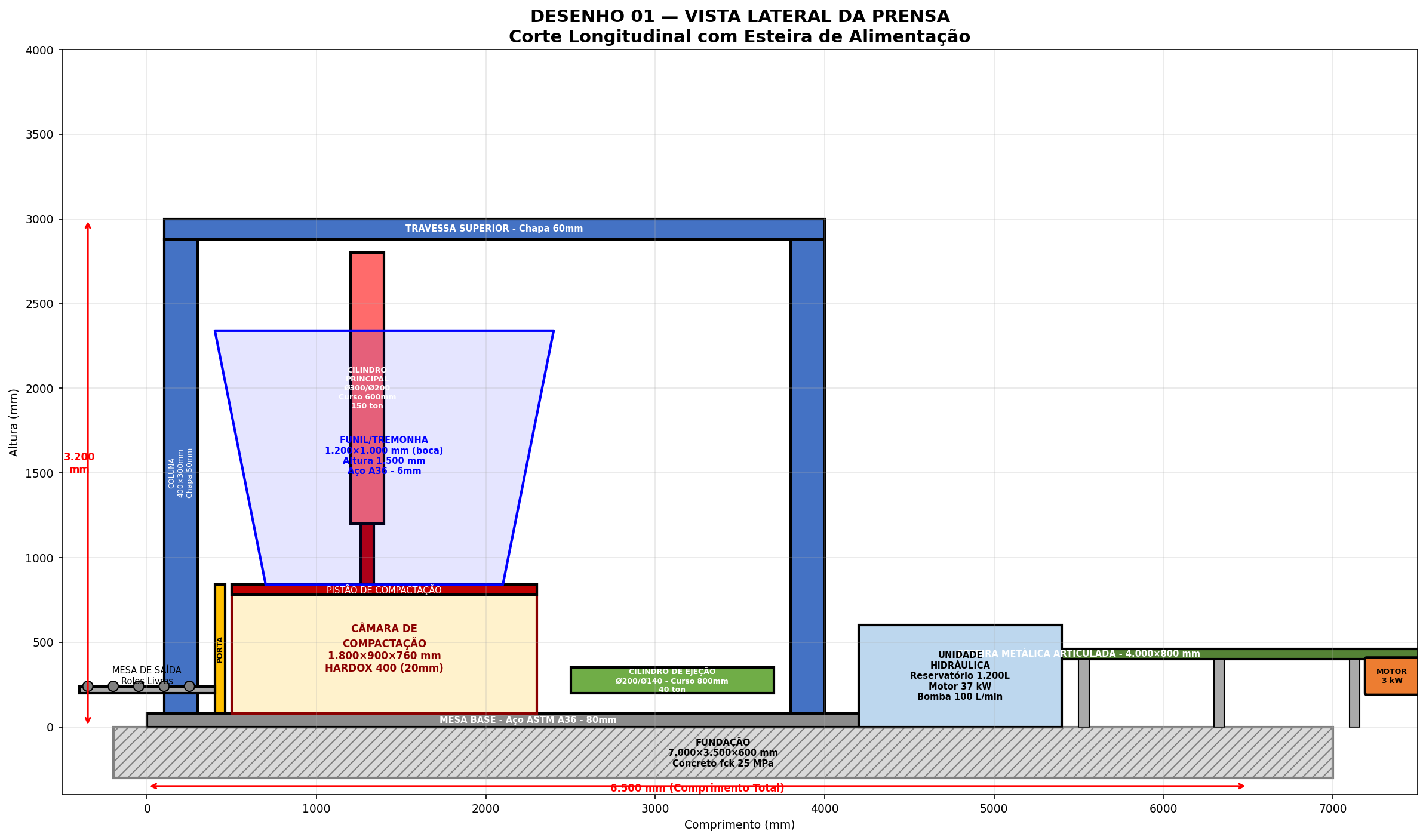
Vista Lateral (Corte Longitudinal)
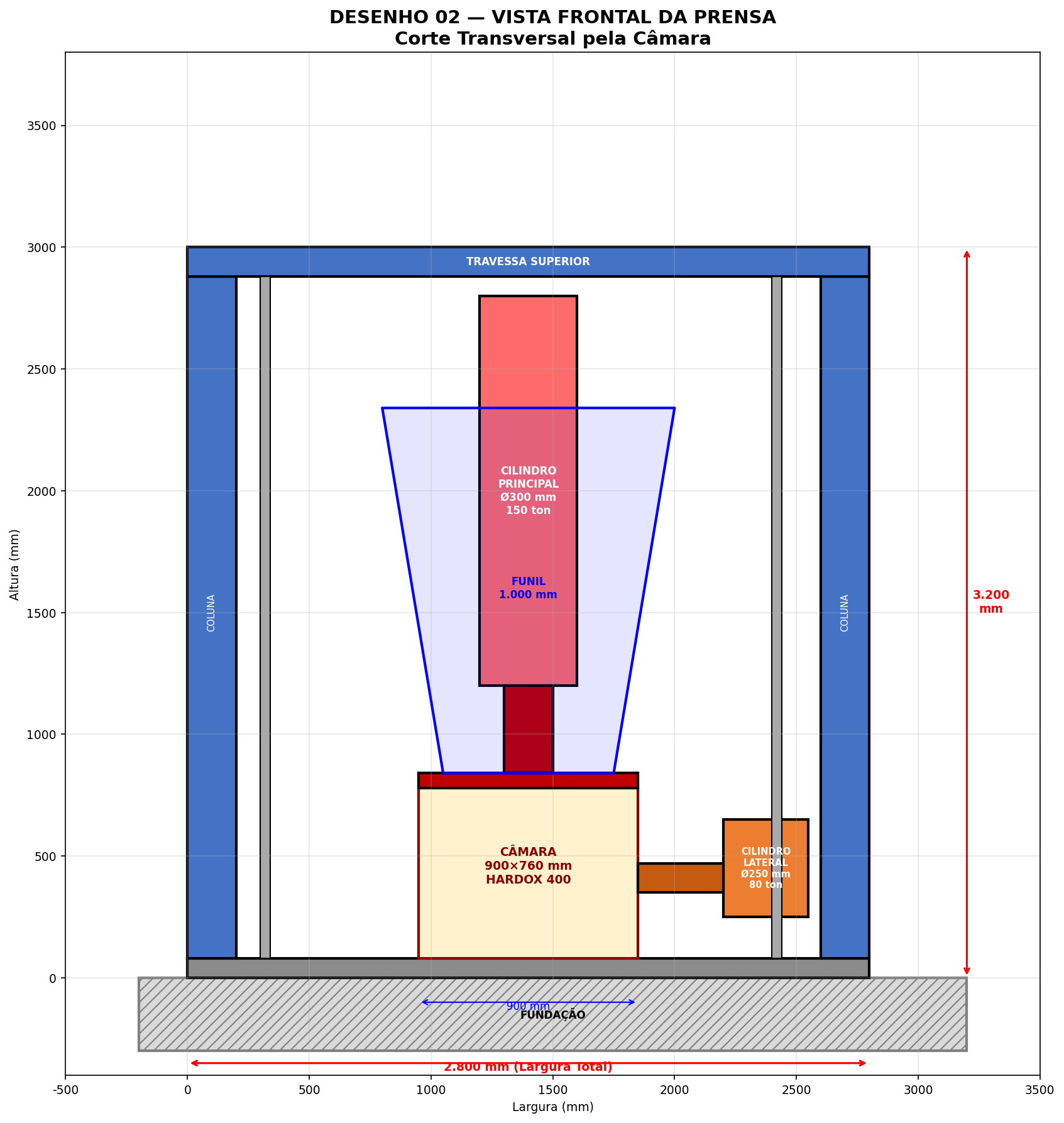
Vista Frontal (Corte Transversal)
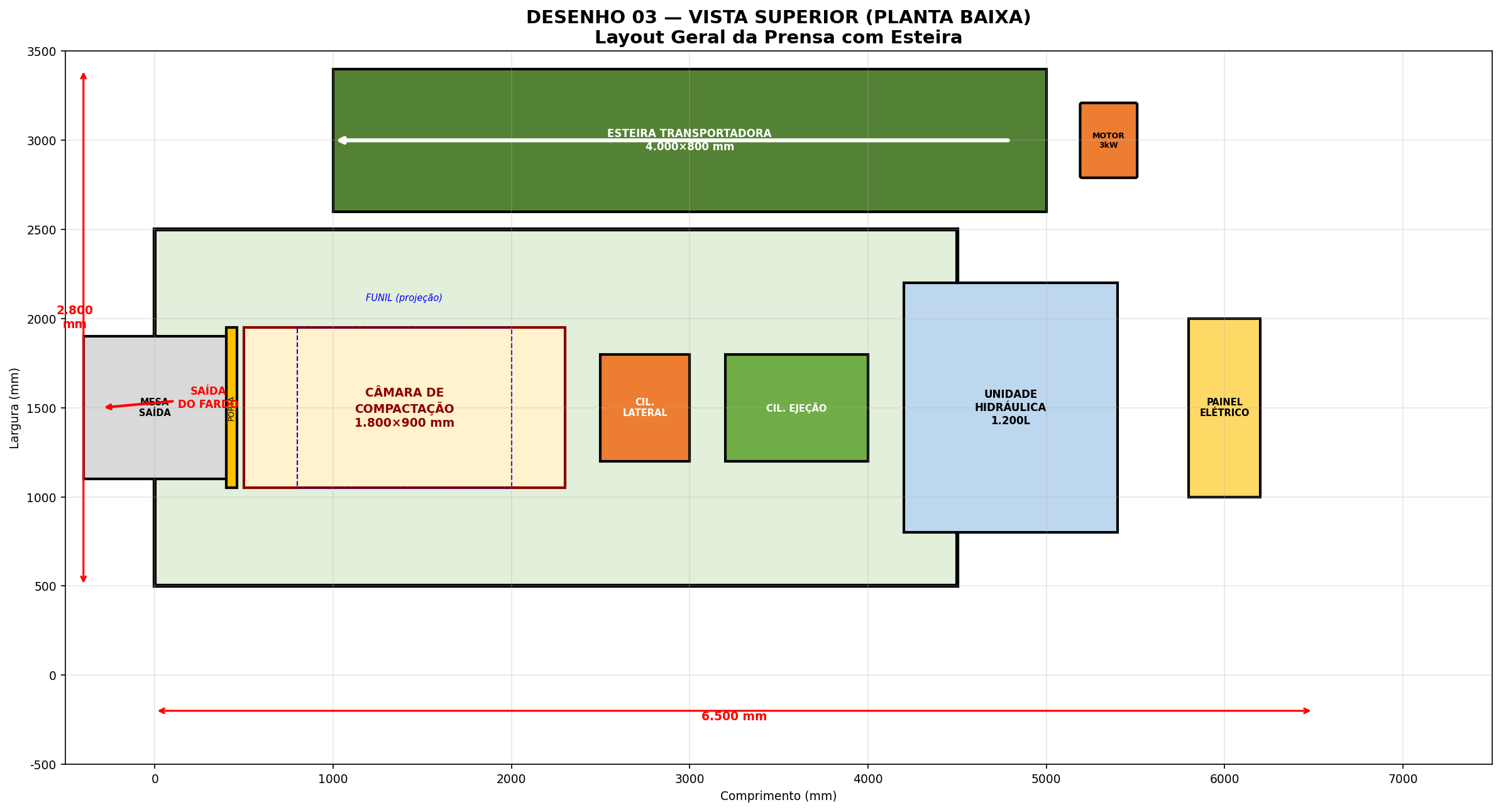
Vista Superior (Planta Baixa)
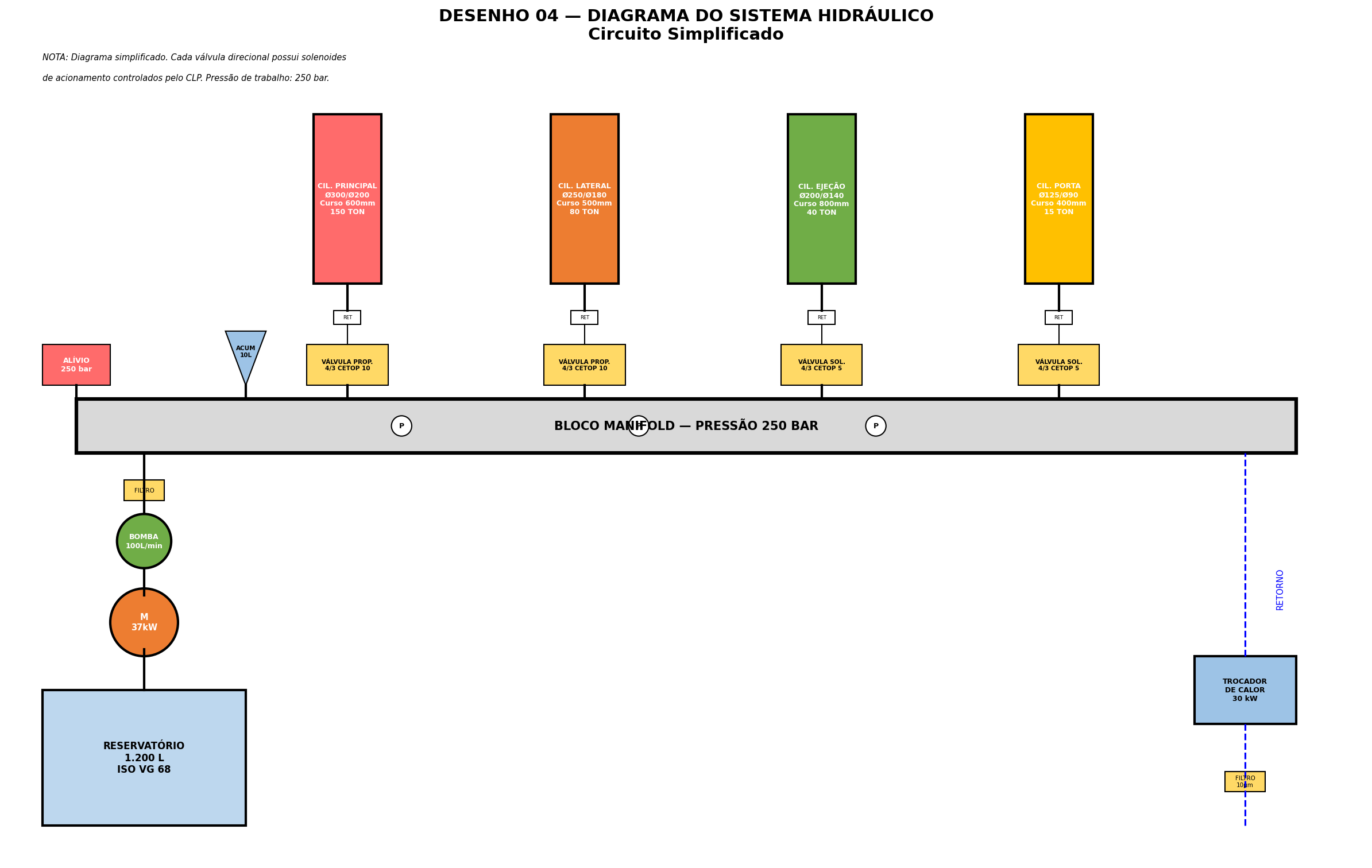
Diagrama do Sistema Hidráulico
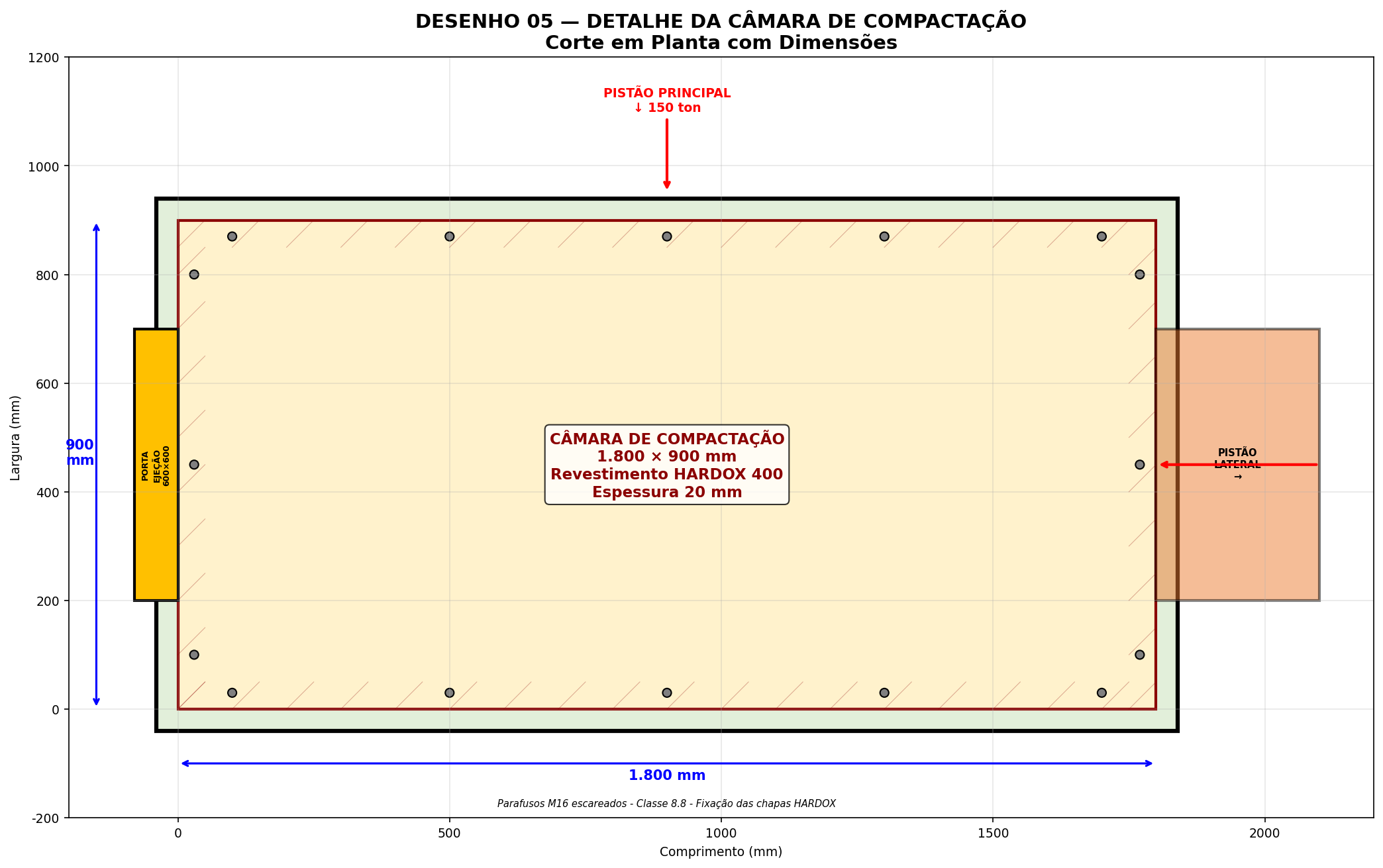
Detalhe da Câmara de Compactação
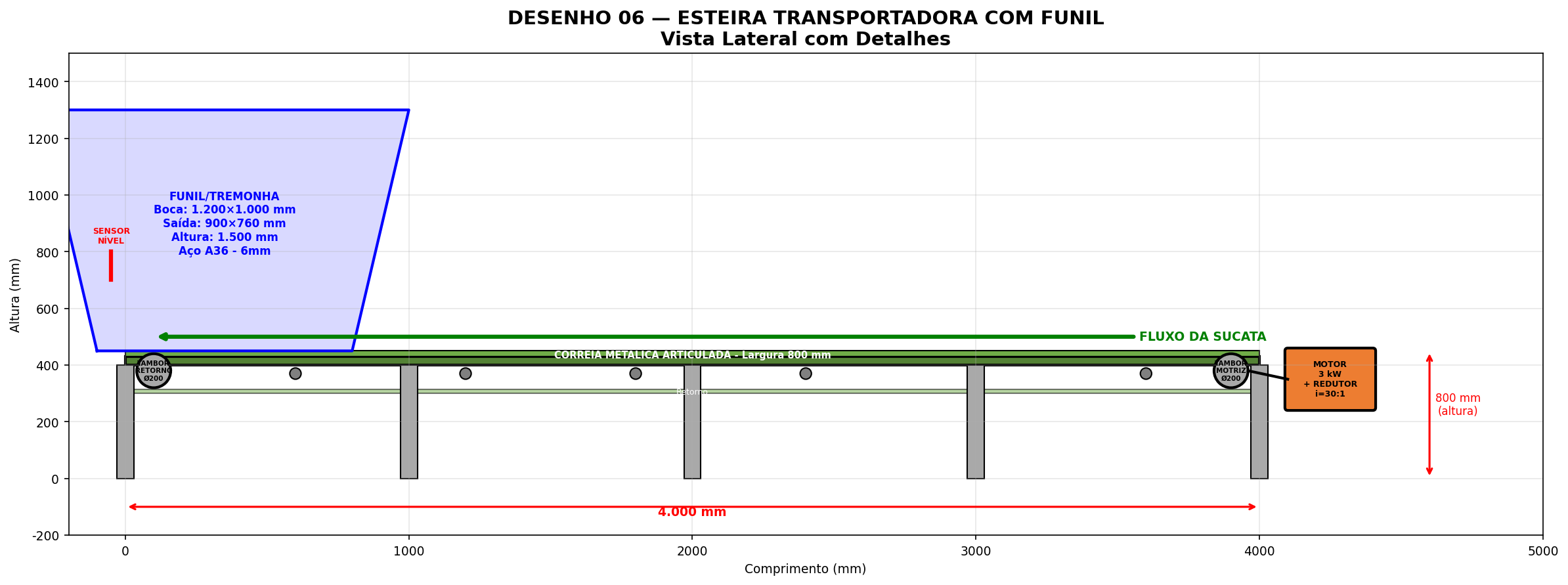
Esteira Transportadora com Funil
Lista de Materiais
BOM — Bill of Materials completa
Estrutura e Chaparia
| Item | Material | Especificação | Qtd |
|---|---|---|---|
| Chapas Estruturais | ASTM A36 | Esp. 50 e 60 mm | ~8.000 kg |
| Chapas Câmara | HARDOX 400 | Esp. 20 mm | ~1.200 kg |
| Chapas Funil | ASTM A36 | Esp. 6 mm | ~400 kg |
| Guias Lineares | AISI 1045 | Barras Ø80 mm retificadas | 4 × 1.200 mm |
| Perfis Esteira | ASTM A36 | Perfis U e L | ~600 kg |
| Mesa Base | ASTM A36 | 3.200×1.400×80 mm | 1 peça |
Sistema Hidráulico
| Item | Especificação | Qtd |
|---|---|---|
| Cilindro Principal | Ø300/Ø200, curso 600 mm, 250 bar | 1 |
| Cilindro Lateral | Ø250/Ø180, curso 500 mm, 250 bar | 1 |
| Cilindro de Ejeção | Ø200/Ø140, curso 800 mm, 250 bar | 1 |
| Cilindro da Porta | Ø125/Ø90, curso 400 mm, 250 bar | 1 |
| Motor Elétrico | 37 kW, trifásico, 380V | 1 |
| Bomba Pistões Axiais | 100 L/min, 250 bar | 1 |
| Bomba Engrenagens | 30 L/min (auxiliar) | 1 |
| Reservatório | 1.200 litros, aço carbono | 1 |
| Trocador de Calor | Ar-óleo, 30 kW | 1 |
| Válvulas Proporcionais | Cetop 10, 4/3 vias | 2 |
| Válvulas Solenoide | Cetop 5, 4/3 vias | 3 |
| Válvulas de Alívio | Pilotadas, 250 bar | 2 |
| Mangueiras Hidráulicas | SAE 100 R2, diversos Ø | ~30 m |
| Conexões e Adaptadores | Aço carbono, JIC/BSP | ~80 pçs |
Parafusos e Fixadores
| Item | Dimensões | Classe | Qtd |
|---|---|---|---|
| Parafuso Sextavado | M24 × 80 mm | 10.9 | 48 |
| Parafuso Sextavado | M20 × 60 mm | 8.8 | 80 |
| Parafuso Sextavado | M16 × 50 mm | 8.8 | 120 |
| Parafuso Sextavado | M12 × 40 mm | 8.8 | 200 |
| Porca Sextavada | M24 | 10 | 48 |
| Porca Sextavada | M20 | 8 | 80 |
| Arruela Lisa | M24 | — | 96 |
| Arruela Lisa | M20 | — | 160 |
| Arruela de Pressão | M16 | — | 120 |
| Chumbadores | M30 × 500 mm | 8.8 | 8 |
Instruções de Montagem
Sequência de fabricação e montagem
Fundação e Base
Preparar fundação de concreto armado (7.000 × 3.500 × 600 mm, fck 25 MPa). Instalar 8 chumbadores M30×500 mm. Após cura (28 dias), posicionar mesa base e nivelar com precisão de 0,1 mm/m.
Estrutura Principal
Posicionar colunas sobre a mesa base. Fixar com parafusos M24×80 mm classe 10.9 (torque 700 Nm). Instalar travessas e guias lineares com tolerância de paralelismo de 0,05 mm.
Cilindros Hidráulicos
Montar cilindro principal na travessa superior com flange. Cilindro lateral com articulação esférica. Cilindro de ejeção na parede posterior. Cilindro da porta na guilhotina. Conectar mangueiras.
Câmara de Compactação
Instalar chapas HARDOX 400 nas paredes internas com parafusos M16 escareados. Instalar porta de ejeção com guias e buchas de bronze. Verificar alinhamento e ajustar folgas.
Unidade Hidráulica
Posicionar reservatório e unidade. Instalar motor e acoplar à bomba. Montar bloco manifold com válvulas. Conectar tubulações. Instalar trocador de calor e filtros. Encher com óleo ISO VG 68.
Sistema de Alimentação
Montar estrutura da esteira. Instalar tambores motriz e retorno. Montar correia metálica articulada. Instalar motor e redutor. Montar funil sobre a câmara, alinhando com a abertura.
Instalação Elétrica e Comissionamento
Posicionar painel elétrico. Passar cabos em eletrocalhas. Instalar sensores. Conectar inversores. Programar CLP. Configurar IHM. Testar movimentos a frio. Testar intertravamentos. Primeiro ciclo com carga leve.